Montageanleitung Vorgefertigte Schellen
 Montage mit Bandimex Spannwerkzeug W 001 und Bandimex Adapter V 001 (a) bzw. V 050 (b).
Montage mit Bandimex Spannwerkzeug W 001 und Bandimex Adapter V 001 (a) bzw. V 050 (b).
Bandimex Spannwerkzeug in Schraubstock einspannen. Bandimex Adapter auf Werkzeugnase setzen, Schelle in Werkzeug einführen und das Bandende mit dem Excenterhebel festhalten.
 Schlauch durch die Schelle stecken und Kurbel des Bandimex Spannwerkzeuges nach rechts drehen. Um das Anziehen des Bandes zu kontrollieren, legt man einen Finger auf die Seite der Schlaufe, in die das Band eingezogen wird, und dreht die Kurbel, bis die gewünschte Spannung erreicht ist. Wenn das Band nicht mehr unter der Schlaufe durchgezogen wird, ist die maximale Zugkraft erreicht.
Schlauch durch die Schelle stecken und Kurbel des Bandimex Spannwerkzeuges nach rechts drehen. Um das Anziehen des Bandes zu kontrollieren, legt man einen Finger auf die Seite der Schlaufe, in die das Band eingezogen wird, und dreht die Kurbel, bis die gewünschte Spannung erreicht ist. Wenn das Band nicht mehr unter der Schlaufe durchgezogen wird, ist die maximale Zugkraft erreicht.
 Schlauch mit der Schelle so weit nach hinten drehen, daß der Scherhaken hinter die Schlaufe greifen kann. Dabei gleichzeitig die Kurbel um ca. eine halbe Umdrehung (je nach Schlauchtyp und -größe) lösen.
Schlauch mit der Schelle so weit nach hinten drehen, daß der Scherhaken hinter die Schlaufe greifen kann. Dabei gleichzeitig die Kurbel um ca. eine halbe Umdrehung (je nach Schlauchtyp und -größe) lösen.
 (a)
(a)
Schneidhebel mit einem festen Ruck nach vorn bewegen, so daß das Bandende abgeschnitten wird.
 (b)
(b)
Spindel von Hand an der Rändelscheibe anziehen, bis die Schlaufe fest eingeklemmt ist.
Ratsche auf Sechskant setzen und so lange drehen, bis das Bandende abgeschnitten ist.
 Die fertig montierte
Bandimex Vorgefertigte Schelle erfordert kein nachträgliches Hämmern oder Schlagen.
Die fertig montierte
Bandimex Vorgefertigte Schelle erfordert kein nachträgliches Hämmern oder Schlagen.
Montageanleitung Bandimex Druckluftwerkzeug V 440
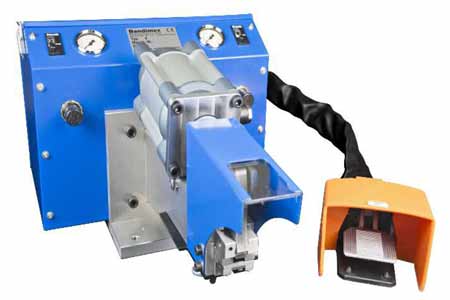
 Das BANDIMEX Druckluftwerkzeug ist ein druckluftgesteuertes, weitgehend automatisch arbeitendes Werkzeug zur Montage von BANDIMEX Vorgefertigten Schellen.
Das BANDIMEX Druckluftwerkzeug ist ein druckluftgesteuertes, weitgehend automatisch arbeitendes Werkzeug zur Montage von BANDIMEX Vorgefertigten Schellen.
Die Bedienung erfolgt über ein Fußpedal – so sind beide Hände frei zur Handhabung des Schlauches. Ein ideales, erprobtes Gerät zum serienmäßigen Einbinden von Schläuchen, Kabeln und Seilen der unterschiedlichsten Konstruktionen mit Außendurchmessern von 10 - 200 mm.
Jede Schelle wird mit genau dem gleichen Druck in wenigen Sekunden montiert.
BANDIMEX Vorgefertigte Schellen gibt es in 21 Durchmessern und Kombinationen von 5 Bandbreiten – damit stehen insgesamt 38 verschiedene Schellen zur Verfügung. Sollte das nicht genügen, können wir Ihnen auf Anfrage weitere Kombinationen von Durchmessern und Bandbreiten fertigen. Fragen Sie uns!
Aufstellen des Druckluftwerkzeugs
Die Grundplatte so auf die Werkbank stellen, dass der Spannkopf den je nach Durchmesser der einzubindenden Schläuche erforderlichen Abstand zur Tischkante hat.
Der Lufteinlass ist ein ⅜“-Außengewinde mit einem werksseitig angebrachten Nippel für Schnellverschlusskupplungen NW 7,2 mm. Der Leitungsdruck sollte nicht weniger als 6 bar (87 psi) und nicht mehr als 8 bar (116 psi) betragen, er ist an der im Gerät befindlichen Wartungseinheit mit 7 bar (102 psi) eingestellt. Ölbehälter der Wartungseinheit mit Spezialöl für Wartungseinheiten (z.B. Festo OFSW-32) füllen, Stellschraube nur wenig öffnen, so dass nur ein min. Ölnebel bei jedem 2. oder 3. Hub entsteht. – Innenseiten der Alu-Schienen mit Molykote oder dergleichen leicht einreiben. – Ab und zu prüfen, dass die beiden Schneidmesserschrauben immer fest angezogen sind.
Pedal evtl. am Boden verschrauben.
Einstellen
In den Tabellen und auf den Manometern sind alle Werte in ‚bar‘ und ‚psi‘ angegeben. Zum genaueren Einstellen sollte man sich nach den ‚psi‘-Werten richten.
1. Anziehdruck
Pedal treten – Kolben ganz einfahren (Pedal nicht loslassen!) – den je nach Bandbreite und Stahlqualität der Schelle lt. Tabelle benötigten Druck auf dem Manometer einstellen.
2. Zuggeschwindigkeit
Schneller: Einstellschraube gegen den Uhrzeigersinn drehen.
Vorsicht: Schraube nicht über den Anschlag hinaus drehen!
Langsamer: Einstellschraube im Uhrzeigersinn drehen.
Beim Einstellen das Pedal mehrmals treten bis die gewünschte Geschwindigkeit erreicht ist.
3. Zeitrelais
Hiermit wird die Zeit zwischen Beginn des Druckaufbaus und Auslösung des Druckabfalls reguliert und damit die Arbeitsdauer des Montagevorgangs bestimmt. Wenn die Schelle gespannt ist, sollten vor Auslösung des Druckabfalls mind. 1-2 Sekunden vergehen, damit sich die Schelle ‚setzen‘ kann.
Weniger Zeit: Drehen im Uhrzeigersinn
Mehr Zeit: Drehen gegen den Uhrzeigersinn
Max. Einstellzeit: 10 Sekunden
Das Relais wird von uns auf einen Mittelwert von ca. 2 Sekunden eingestellt.
4. Restdruck
Damit die Schelle beim Abschneiden keine Spannung verliert, und um einen sicheren und sauberen Verschluss an der Schlaufe zu gewährleisten, muss ein Restdruck vor dem Kolben
erhalten bleiben. Dieser Druck ist, je nach Bandbreite und Schlauchbeschaffenheit, variabel (siehe Tabelle!) und wird wie unter 1. beschrieben eingestellt, nachdem das Zeitrelais den
Druckausgleich geschaltet hat.

Richtwerte für V2A Edelstahl
Bandbreite
der Schelle | Anziehdruck
bar | Anziehdruck
psi | Restdruck
bar | Restdruck
psi |
| 1⁄4″ | 0,9 | 13 | 0 - 0.35 | 0 - 5 |
| 3⁄8″ | 2,1 | 30 | 0 - 0.35 | 0 - 5 |
| 1⁄2″ | 3,0 | 42 | 0 - 0.35 | 0 - 5 |
| 5⁄8″ | 3,8 | 53 | 0 - 0.35 | 0 - 5 |
| 3⁄4″ | 4,6 | 65 | 0 - 0.35 | 0 - 5 |
Für V4A Band jeweils 10%, für verzinktes Band 30% weniger Anziehdruck einstellen.
Wir weisen darauf hin, dass es sich bei o.g. Werten um Richtwerte handelt und diese je nach der einzubindenden Schlauchkonstruktion etwas noch oben oder unten variiert werden können.
Montageanleitung
- Bandende der V-Schelle in den Spannkopf einführen.
- Pedal betätigen und bis nach dem Abschneiden niederhalten.
- Sobald das Werkzeug vom Anziehdruck auf den Restdruck umschaltet (dieser Zeitpunkt wird durch ein Zischgeräusch des Werkzeuges signalisiert) und der Wert des eingestellten Restdrucks auf dem rechten Manometer angezeigt wird, den Schlauch mit der Schelle nach oben drehen, damit der Schneidhaken auf die obere Schlaufenkante drücken kann.
- Schneidhebel nach vorne ziehen – Schelle abtrennen.
- Fußpedal loslassen – Kolben fährt zurück – Bandende entfernen.
PEDAL BIS ZUM ABSCHNEIDEN DES SCHELLENBANDES GEDRÜCKT HALTEN!
Montageanleitung Bandimex Druckluftwerkzeug V 800
 Das BANDIMEX Druckluftwerkzeug ist ein druckluftgesteuertes, vollautomatisches Werkzeug zur Montage von BANDIMEX Vorgefertigten Schellen.
Das BANDIMEX Druckluftwerkzeug ist ein druckluftgesteuertes, vollautomatisches Werkzeug zur Montage von BANDIMEX Vorgefertigten Schellen.
Die Bedienung erfolgt über ein Fußpedal – so sind beide Hände frei zur Handhabung des Schlauches.
Die Bedienungselemente am Werkzeug ermöglichen eine optimale Justierung des Werkzeuges auf unterschiedlichste Schlaucharten und -größen.
Ein ideales Gerät zum serienmäßigen Einbinden von Schläuchen, Kabeln und Seilen der unterschiedlichsten Konstruktionen mit Außendurchmessern von 10 - 200 mm. Jede Schelle wird mit genau dem gleichen Druck in wenigen Sekunden montiert.
BANDIMEX Vorgefertigte Schellen gibt es in 21 Durchmessern und Kombinationen von 5 Bandbreiten – damit stehen insgesamt 38 verschiedene Schellen zur Verfügung. Sollte das nicht genügen, können wir Ihnen auf Anfrage weitere Kombinationen von Durchmessern und Bandbreiten fertigen. Fragen Sie uns!
Aufstellen des Druckluftwerkzeugs
Die Grundplatte so auf die Werkbank stellen, dass der Spannkopf den je nach Durchmesser der einzubindenden Schläuche erforderlichen Abstand zur Tischkante hat.
Der Lufteinlass ist ein ⅜“-Außengewinde mit einem werksseitig angebrachten Nippel für Schnellverschlusskupplungen NW 7,2 mm. Der Leitungsdruck sollte nicht weniger als 7 bar (101 psi) und nicht mehr als 8 bar (116 psi) betragen, er ist an der im Gerät befindlichen Wartungseinheit entsprechend eingestellt. Ölbehälter der Wartungseinheit mit Spezialöl für Wartungseinheiten (z.B. Festo OFSW-32) füllen, Stellschraube nur wenig öffnen, so dass nur ein min. Ölnebel bei jedem 2. oder 3. Hub entsteht. – Ab und zu prüfen, dass die beiden Schneidmesserschrauben immer fest angezogen sind. Pedal evtl. am Boden verschrauben.
Einstellen
In den Tabellen und auf den Manometern sind alle Werte in ‚bar‘ und ‚psi‘ angegeben. Zum genaueren Einstellen sollte man sich nach den ‚psi‘-Werten richten.
1. Anziehdruck
Pedal treten - Kolben ganz einfahren (Pedal nicht loslassen!) den je nach Bandbreite und Stahlqualität der Schelle benötigten Druck auf dem Manometer einstellen. (siehe umseitige Tabelle!)
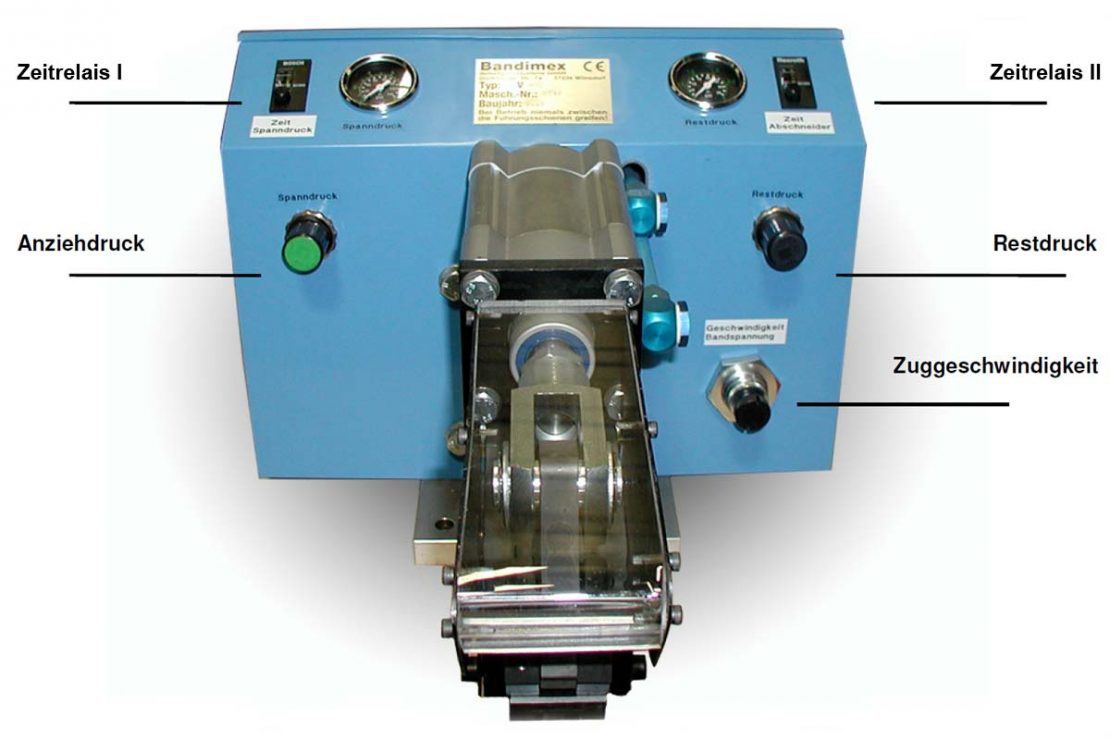
2. Zeitrelais I
Das Zeitrelais I für den Anziehdruck regelt die Zeitspanne zwischen dem Auslösen des Arbeitsvorganges über das Fußpedal bis zum Umschalten auf den Restdruck. Die Einstellung erfolgt sekundengenau und ist für jede Schlauchgröße individuell regelbar. Bei Schläuchen mit großen Außendurchmessern empfiehlt es sich, eine längere Zeitspanne einzustellen, damit der Schlauch vor dem Ablängen ggfs. nachgerichtet werden kann. Wenn die Schelle gespannt ist, sollten vor Auslösung des Druckabfalls mind. 1-2 Sekunden vergehen, damit sich die Schelle ‚setzen‘ kann.
3. Zuggeschwindigkeit
Regelt die Geschwindigkeit, mit der der Kolben zurückfährt.
Schneller: Einstellschraube gegen den Uhrzeigersinn drehen.
Vorsicht: Schraube nicht über den Anschlag hinaus drehen!
Langsamer: Einstellschraube im Uhrzeigersinn drehen.
Beim Einstellen das Pedal mehrmals treten bis die gewünschte Geschwindigkeit erreicht ist.
4. Restdruck
Damit die Schelle beim Abschneiden keine Spannung verliert, und um einen sicheren und sauberen Verschluss an der Schlaufe zu gewährleisten, muss ein Restdruck erhalten bleiben. Dieser Druck ist je nach Bandbreite und Schlauchbeschaffenheit, variabel (siehe Tabelle!) und wird wie unter 1. beschrieben eingestellt, nachdem das Zeitrelais den Druckausgleich geschaltet hat.
5. Zeitrelais II
Hiermit wird die Zeit zwischen dem Umschalten vom Anziehdruck auf den Restdruck und dem automatischen Ablängen des Bandes durch den Schneidkopf reguliert.
Bei Schläuchen mit großen Außendurchmessern empfiehlt es sich, eine längere Zeitspanne einzustellen, damit der Schlauch gleichmäßig und gerade unter den Schneidkopf umgerollt werden kann.

Richtwerte für V2A Edelstahl
Bandbreite
der Schelle | Anziehdruck
bar | Anziehdruck
psi | Restdruck
bar | Restdruck
psi |
| 1⁄4″ | 0,6 | 9 | 0 - 0,35 | 0 - 5 |
| 3⁄8″ | 1,7 | 25 | 0 - 0,35
| 0 - 5 |
| 1⁄2″ | 2,5 | 37 | 0 - 0,35
| 0 - 5 |
| 5⁄8″ | 3,3 | 48 | 0 - 0,35 | 0 - 5 |
| 3⁄4″ | 4,1 | 60 | 0 - 0,35 | 0 - 5 |
Für V4A Band jeweils 10%, für verzinktes Band 30% weniger Anziehdruck einstellen.
Wir weisen darauf hin, dass es sich bei o.g. Werten um Richtwerte handelt und diese je nach der einzubindenden Schlauchkonstruktion etwas nach oben oder unten variiert werden können.
Montageanleitung:
- Bandende der V-Schelle in den Spannkopf einführen.
- Pedal betätigen und bis nach dem Abschneiden niederhalten.
- Sobald das Werkzeug vom Anziehdruck auf den Restdruck umschaltet (dieser Zeitpunkt wird durch ein Zischgeräusch des Werkzeuges signalisiert) und der Wert des eingestellten Restdrucks auf dem rechten Manometer angezeigt wird, den Schlauch mit der Schelle nach oben drehen, damit der Schneidhaken auf die obere Schlaufenkante drücken kann. Bitte achten Sie darauf, daß die Schelle gerade vor den Schneidmessern sitzt!
- Nach Ablauf der eingestellten Zeitspanne auf dem Zeitrelais für den Restdruck schneidet das Werkzeug die Schelle automatisch ab.
- Fußpedal loslassen.
- Pedal noch einmal betätigen – Kolben fährt zurück – Bandende entfernen.
PEDAL BIS ZUM ABSCHNEIDEN DES SCHELLENBANDES GEDRÜCKT HALTEN!





 Montage mit Bandimex Spannwerkzeug W 001 und Bandimex Adapter V 001 (a) bzw. V 050 (b).
Montage mit Bandimex Spannwerkzeug W 001 und Bandimex Adapter V 001 (a) bzw. V 050 (b). Schlauch durch die Schelle stecken und Kurbel des Bandimex Spannwerkzeuges nach rechts drehen. Um das Anziehen des Bandes zu kontrollieren, legt man einen Finger auf die Seite der Schlaufe, in die das Band eingezogen wird, und dreht die Kurbel, bis die gewünschte Spannung erreicht ist. Wenn das Band nicht mehr unter der Schlaufe durchgezogen wird, ist die maximale Zugkraft erreicht.
Schlauch durch die Schelle stecken und Kurbel des Bandimex Spannwerkzeuges nach rechts drehen. Um das Anziehen des Bandes zu kontrollieren, legt man einen Finger auf die Seite der Schlaufe, in die das Band eingezogen wird, und dreht die Kurbel, bis die gewünschte Spannung erreicht ist. Wenn das Band nicht mehr unter der Schlaufe durchgezogen wird, ist die maximale Zugkraft erreicht.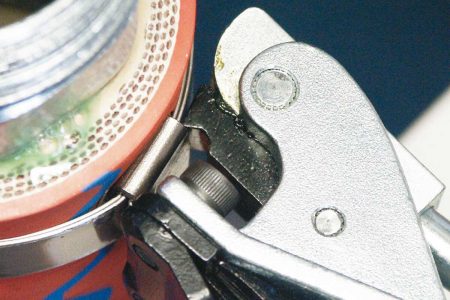 Schlauch mit der Schelle so weit nach hinten drehen, daß der Scherhaken hinter die Schlaufe greifen kann. Dabei gleichzeitig die Kurbel um ca. eine halbe Umdrehung (je nach Schlauchtyp und -größe) lösen.
Schlauch mit der Schelle so weit nach hinten drehen, daß der Scherhaken hinter die Schlaufe greifen kann. Dabei gleichzeitig die Kurbel um ca. eine halbe Umdrehung (je nach Schlauchtyp und -größe) lösen. (a)
(a) (b)
(b) Die fertig montierte
Bandimex Vorgefertigte Schelle erfordert kein nachträgliches Hämmern oder Schlagen.
Die fertig montierte
Bandimex Vorgefertigte Schelle erfordert kein nachträgliches Hämmern oder Schlagen. Das BANDIMEX Druckluftwerkzeug ist ein druckluftgesteuertes, weitgehend automatisch arbeitendes Werkzeug zur Montage von BANDIMEX Vorgefertigten Schellen.
Das BANDIMEX Druckluftwerkzeug ist ein druckluftgesteuertes, weitgehend automatisch arbeitendes Werkzeug zur Montage von BANDIMEX Vorgefertigten Schellen.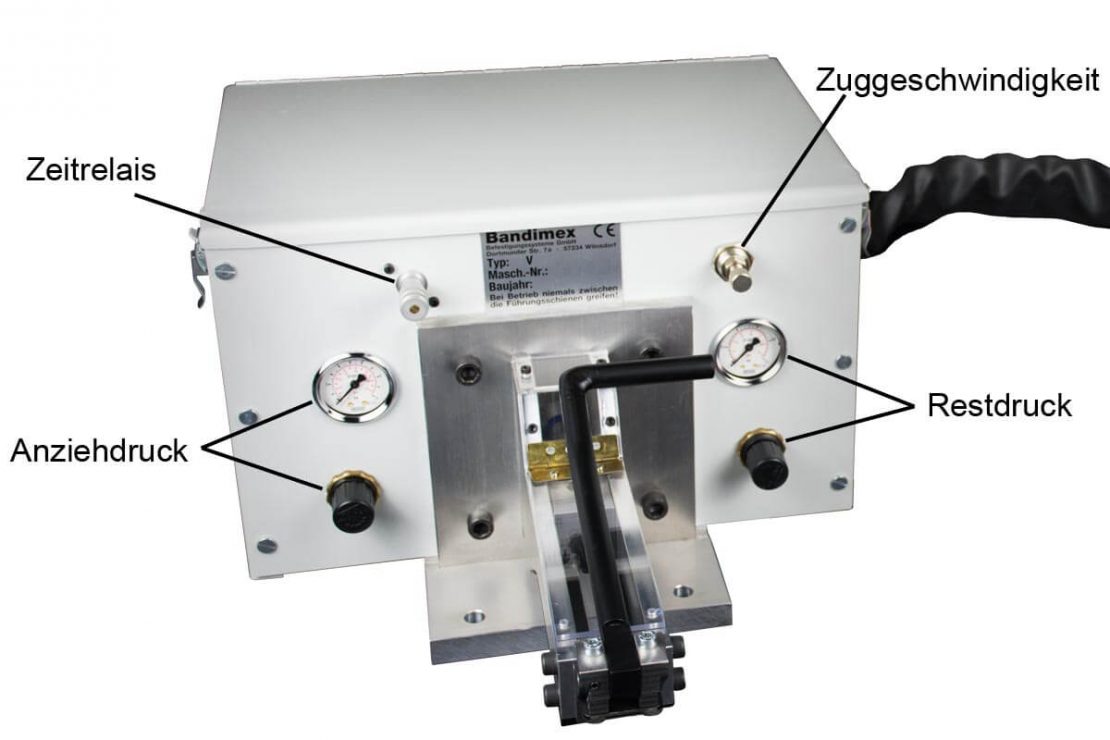
 Das BANDIMEX Druckluftwerkzeug ist ein druckluftgesteuertes, vollautomatisches Werkzeug zur Montage von BANDIMEX Vorgefertigten Schellen.
Das BANDIMEX Druckluftwerkzeug ist ein druckluftgesteuertes, vollautomatisches Werkzeug zur Montage von BANDIMEX Vorgefertigten Schellen.